CNC绝对和增量编程


数控编程、车铣复合、普车加工、Mastercam、行业前沿、机械视频,生产工艺、加工中心、模具、数控等前沿资讯在这里等你哦
通过G90和G91,您可以向您的数控机床指定它应该使用绝对坐标还是增量坐标。
绝对坐标系和增量坐标系之间有什么区别?
让我们从一个定义开始。绝对坐标是从程序的原点程序开始测量的。增量移动是从当前位置开始测量的。我们刚刚看了使用G02和G03的圆弧移动。由I和J表示的弧中心的坐标是增量坐标。
请注意,在CNC编程手册中,我们可能称之为“增量坐标”的坐标通常被称为“增量模式”坐标。这只是表达相同观点的另一种方式。
在增量(G91)和绝对定位模式(G90)之间切换
我们如何在增量定位模式和绝对定位模式之间切换?通常的方法是程序中加入G90绝对模式,加入G91增量模式。例如
G90(切换到绝对模式)
G0 X0Y0Z0(移动到0、0、0处的程序原点)
G91(切换到增量模式)
G0 X1Y1(在X方向上向右移动一个单位,在Y方向上向右移一个单位)
G90(切换回绝对坐标)
前面的程序包括X0Y0Z0的绝对定位和增量定位。正如你所看到的,G90和G91是模态的。
G90 绝对编程示例
在这个例子和下一个例子中,我将展示如何使用绝对坐标和增量坐标雕刻出相同的图形,一个长方体。让我们从G代码G90绝对模式开始。
给定一块宽 6 英寸、高 4 英寸、厚 1 英寸的材料,我们想用 1/2 英寸立铣刀切割一个距离边缘 1 英寸的凹槽。这是我们的零件图:
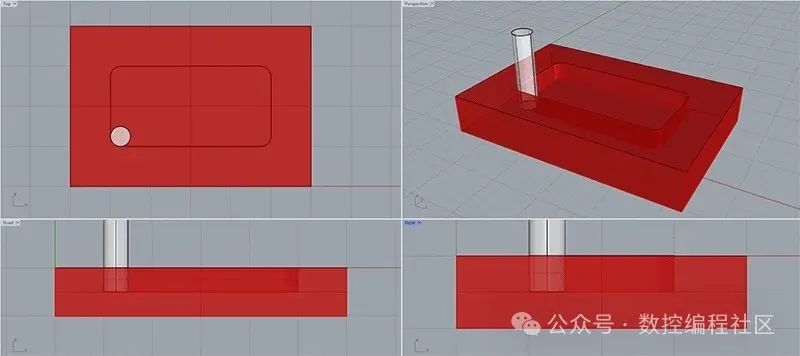
我们假设刀具位于零件上方安全距离的某个位置,以便我们可以快速切割。
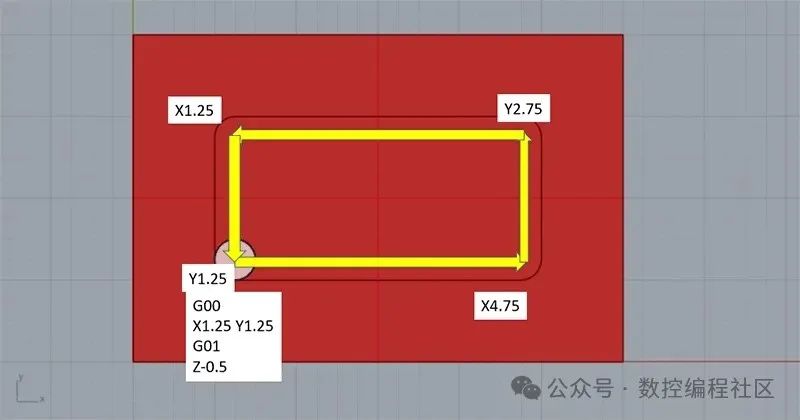
G90;确保我们处于 gcode G90 绝对定位模式。
G00 ;使用快速速度。
X1.25 Y1.25 ; 角点正上方的绝对坐标
G01;使用切削进给速度(实际进给速度和主轴转速 gcodes 不显示
Z-0.5;插入工件底部
现在我们逆时针绕型腔旋转
X4.75
Y2.75
X1.25
Y1.25
最终的刀轨如下:
G91 增量定位模式示例
让我们用相对移动再试一次。这是我们的 g 代码:
我们假设切割器位于零件上方安全距离的某个位置,以便我们可以快速切割。
G90 ; 确保我们处于G90 绝对坐标模式。我们不知道刀具在哪里,所以我们使用绝对坐标来确保。
G00 ;使用快速速度。
X1.25 Y1.25 ; 角点正上方的绝对坐标
G01;使用切削进给速度(实际进给速度和主轴转速 )
G91;现在我们确切地知道我们在哪里,所以切换到增量坐标。
Z-0.5;插入工件底部
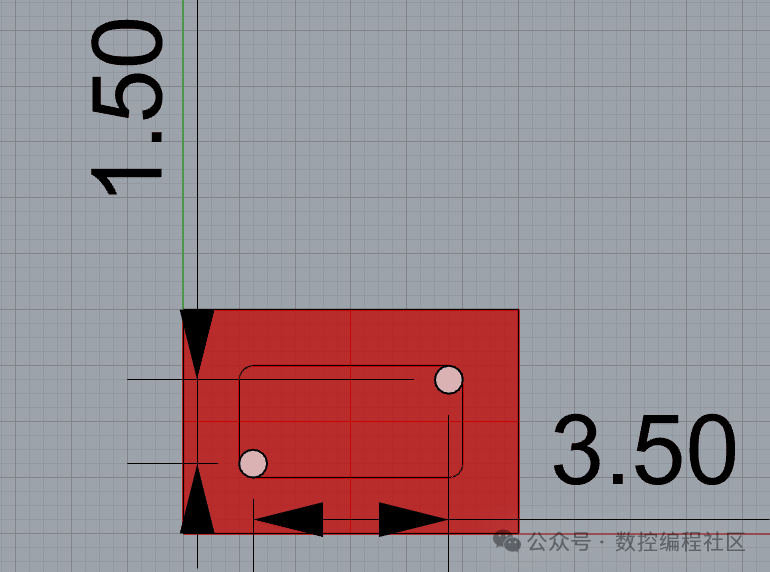
;现在我们逆时针绕着凹槽旋转,所以我们是顺铣
X3.5
Y1.5
X3.5
Y-1.5
在计算增量移动时,尺寸总是计算很方便:
系统默认使用哪种模式?
有趣的是,大多系统将以相对/增量模式(G91)启动。事实是,无论怎么看,不处于您期望的模式都是不安全的,因为机器会做一些意想不到的事情。因此,请确保您在程序中做的第一件事就是将其设置为G90或G91,以便它达到您的目的!
使用 UVW 表示增量坐标
某些系统允许使用 UVW 同时激活两种样式。我们可以这样编写前面的程序:
G90(切换至绝对坐标)
G0 X0Y0Z0 (移动到程序原点0,0,0)
G0 U1V1(X方向右移1个单位,Y方向右移1个单位)
这种UVW格式很方便,而且稍微短一些。我们已经提到过 I 和 J 是增量的控制器,这与 UVW 的情况类似,尽管是用于圆弧中心位置。
为什么要使用增量移动而不是绝对移动?
让我们考虑几个案例。
首先,这取决于你如何思考你的问题。相对于某个绝对中心点或相对于您当前的位置来说计算是否更简单?数控系统不关心你如何计算,所以做对你来说容易的事情。
其次,假设您只是读取输入 g 代码。对于某些点,使用增量坐标可能更容易,因为您可能没有现成的绝对坐标。通常提供相对于相邻特征的尺寸,而不是相对于某个绝对零件零原点的尺寸。
最后一个是编写子程序时。假设您的 G 代码程序中有一个重复多次的特征。例如,您可以钻一个孔,倒角,然后用丝锥攻丝。这些孔遍布您正在加工的板材上。对这样的事情进行编程的简单方法是创建一个子程序,假设它位于孔中心上方并且可以继续使用增量坐标完成所有工作。现在您可以进行绝对移动,然后为每个孔调用子程序,并且只需编写一次代码。多么节省时间啊。
本文参与 腾讯云自媒体同步曝光计划,分享自微信公众号。
原始发表:2024-05-22,如有侵权请联系 cloudcommunity@tencent.com 删除
评论
登录后参与评论
推荐阅读
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号