搞不懂的语言机器人,profinet转modbusTCP
原创
搞不懂的语言机器人,profinet转modbusTCP
原创
稳联技术-开发小组
发布于 2026-03-17 17:36:38
发布于 2026-03-17 17:36:38
焊花四溅的车间里,我用一个网关搞定了“语言不通”的机器人

19cdda95e-dc36-449a-a7a5-51c08a1ae0bd.png
一、开工即遇“语言不通”:PLC与机器人谁也听不懂谁
早上8点刚到现场,项目经理就把我拉到焊接工作站前:“老郑,新到的艾力特机器人得跟现有的S7-1200 PLC打通,后天就要试焊,你看着办。”
我蹲在控制柜前,心里咯噔一下。这场景太熟悉了:
主控层:西门子S7-1200,整个产线的“大脑”,跑着Profinet总线,逻辑严谨但“高冷”。
执行层:新来的艾力特CS系列机器人,动作灵活,但只认Modbus TCP这门“方言”。
痛点很直接:
协议不通:S7-1200原生不支持直接做Modbus TCP客户端去轮询机器人。虽然能用TCON_IP_v4指令硬写,但那是给资深程序员玩的,调试起来至少得两天,还要处理各种超时重连,后天根本来不及。
实时性紧张:焊接工艺要求“允许焊接”、“故障复位”这些握手信号必须在10ms内响应,PLC扫描周期一波动,自己写的轮询程序就容易掉链子。
预算限定:老板明确说了,换S7-1500或者换机器人控制器?想法不实际。
后来找到这台Profinet转ModbusTCP网关(型号WL-ABC3030),我决定试一把。这东西号称“即插即用”,要是真能行,今天就能下班。
二、先验通再配置:用Modbus Poll给机器人“号脉”
很多新手上来就接线配参数,结果调了一天发现是机器人那边根本没开服务。我的经验是:先验证底层,再配置中间层。
我掏出笔记本电脑,网线直连艾力特机器人的FB1口。

14a9171bd757391f1fda472b10d0d89a.png
IP设置:电脑设为192-168-1-50,机器人固定IP是192-168-1-200。
Ping测试:ping 192-168-1-200 -t,通了,心里踏实一半。
打开Modbus Poll,这是咱们工程师的“听诊器”。
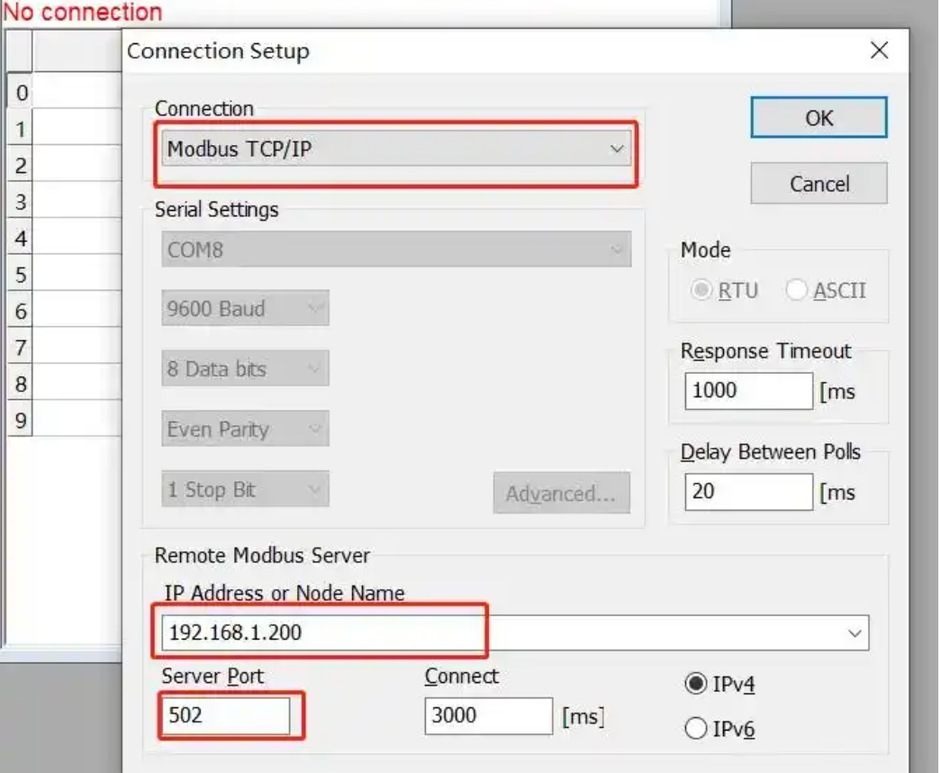
425dfd65c0a58fa67c60f7a2a233ec1b.png
连接设置:Modbus TCP,IP 192-168-1-200,端口502。
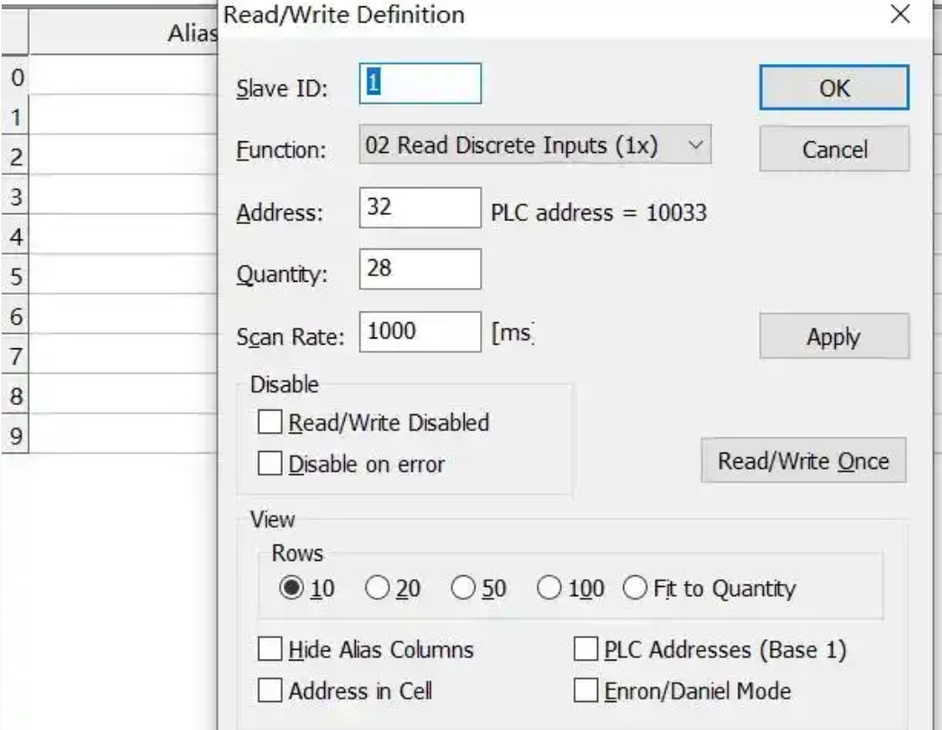
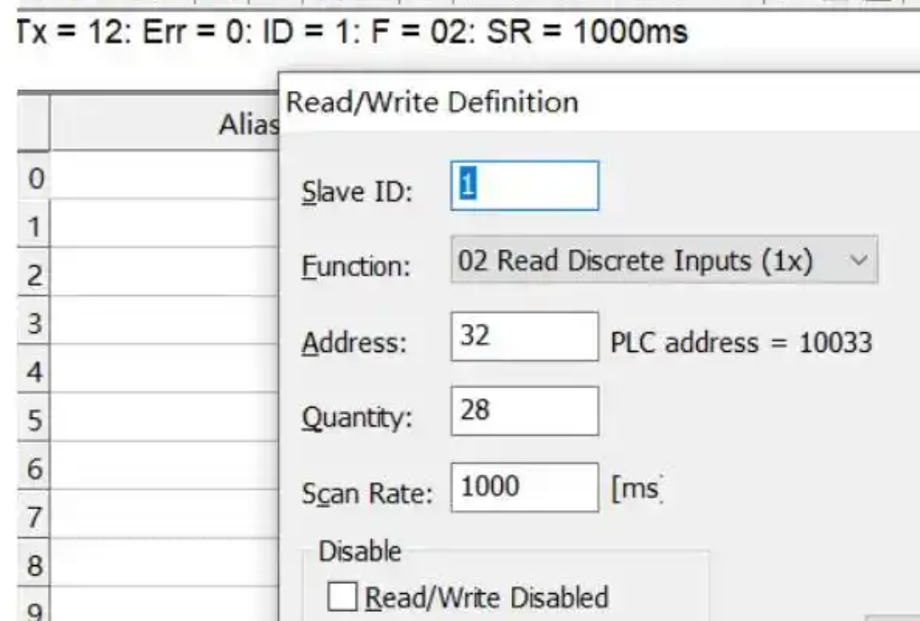
测试DI:功能码选02 Read Discrete Inputs,地址从0开始读24个。我在示教器上手动短接了一个输入点,屏幕上对应的位瞬间变绿。成了!
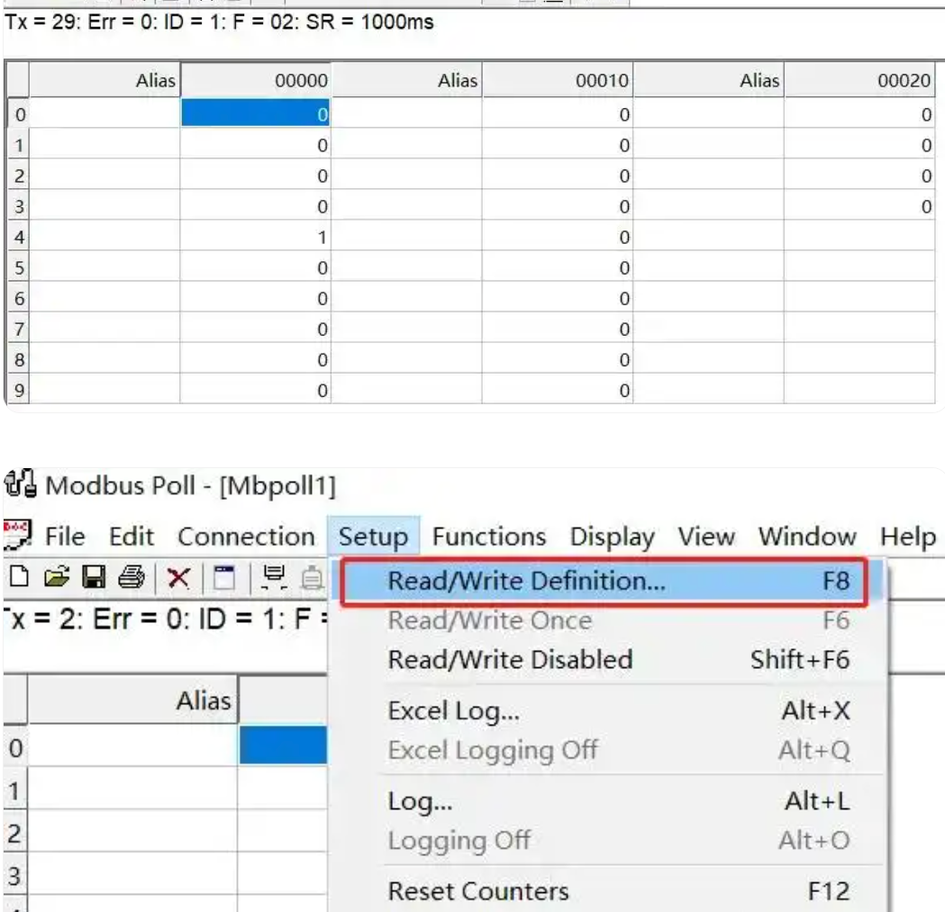
3e36bf87811d61a340ff853843cc2524.png
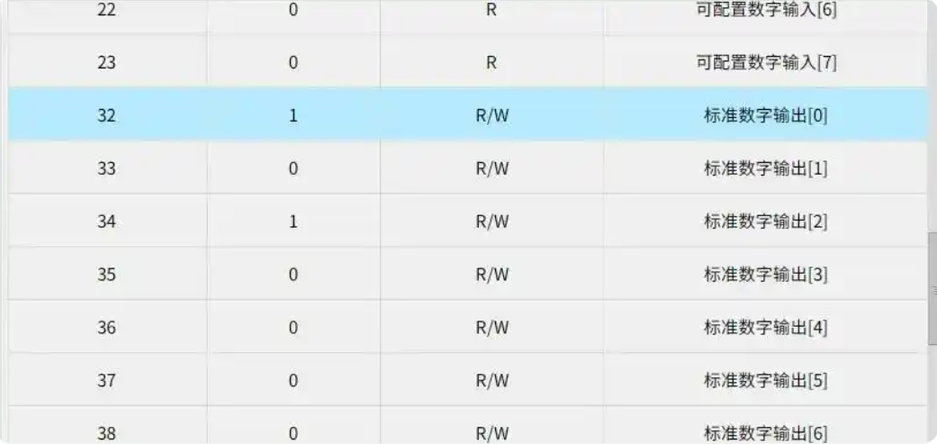
测试DO:功能码选01或02,地址从32开始。我在软件里强制写1,示教器上的输出指示灯亮了。
74f84520d8a0f35ee1da4d8eeadd7606.png
74c3222b4558a287626106e90469cb38.png
记录参数:赶紧拿笔在本子上记下:DI是FC02 Addr0,DO是FC01/15 Addr32。这一步省了后面至少3小时的排查时间。
三、网关配置如搭积木:Profinet主站 + Modbus从站一键映射
回到工位,打开Profinet转ModbusTCP网关的Gateway Configuration Studio软件。界面很直观,不像某些进口品牌那样全是英文缩写让人头大。
4f80868790ffd86eb194366fe760ede9.png
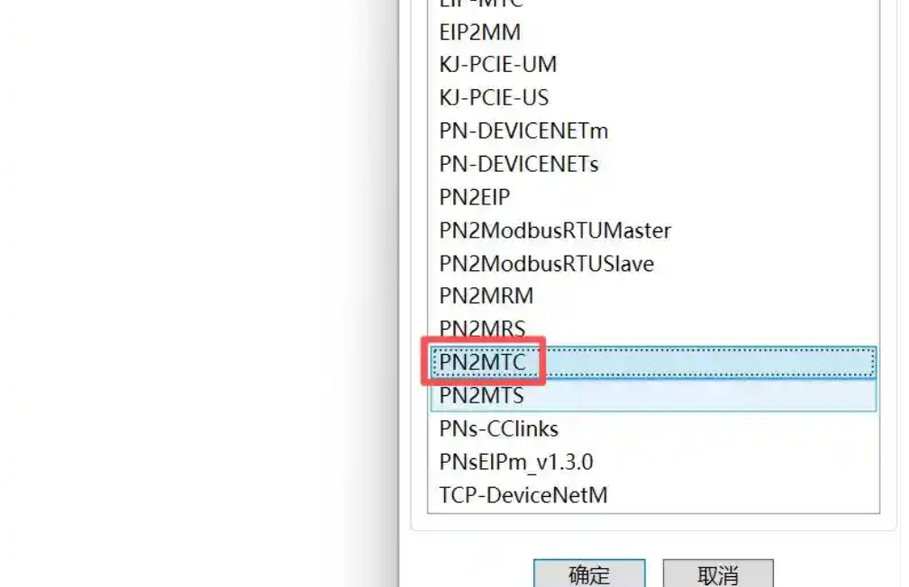
新建工程:协议选PN2MTC(Profinet转Modbus TCP Client模式)。这意味着网关在Profinet侧当从站(听PLC指挥),在Modbus侧当主站(主动去问机器人要数据)。
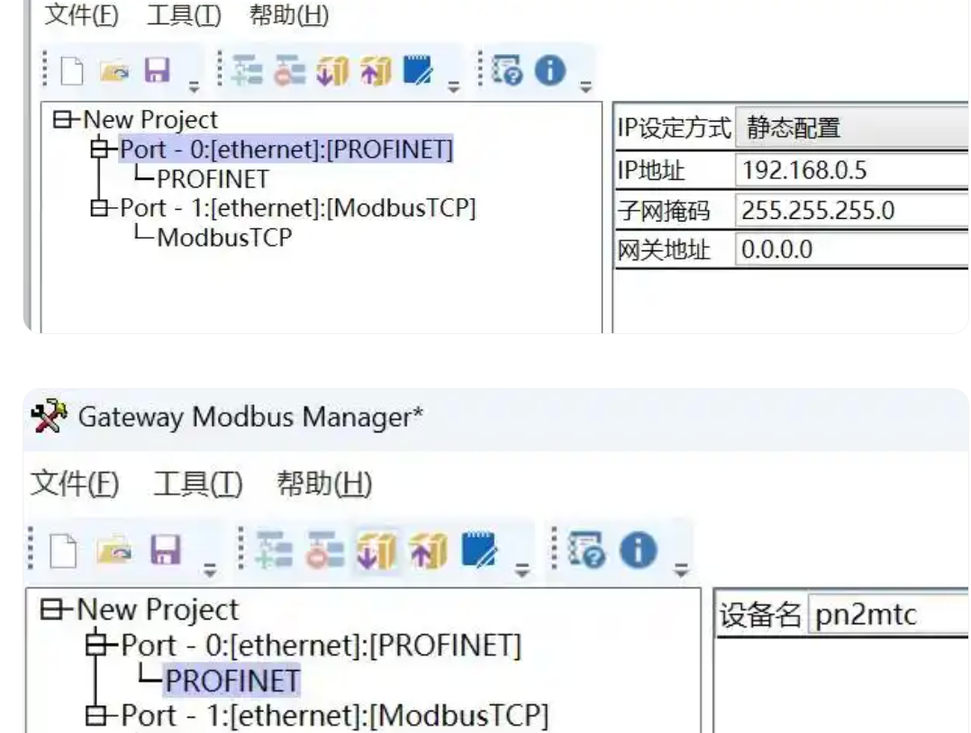
Profinet侧设置(关键):
IP地址:192-168-0-10。
设备名称:我填了pn2mtc。注意!这个名字必须和后面博图里组态的一模一样,连横杠都不能差,否则Profinet永远连不上。
48d96e4f3f5ef5b9b1a01ba770579e91.png
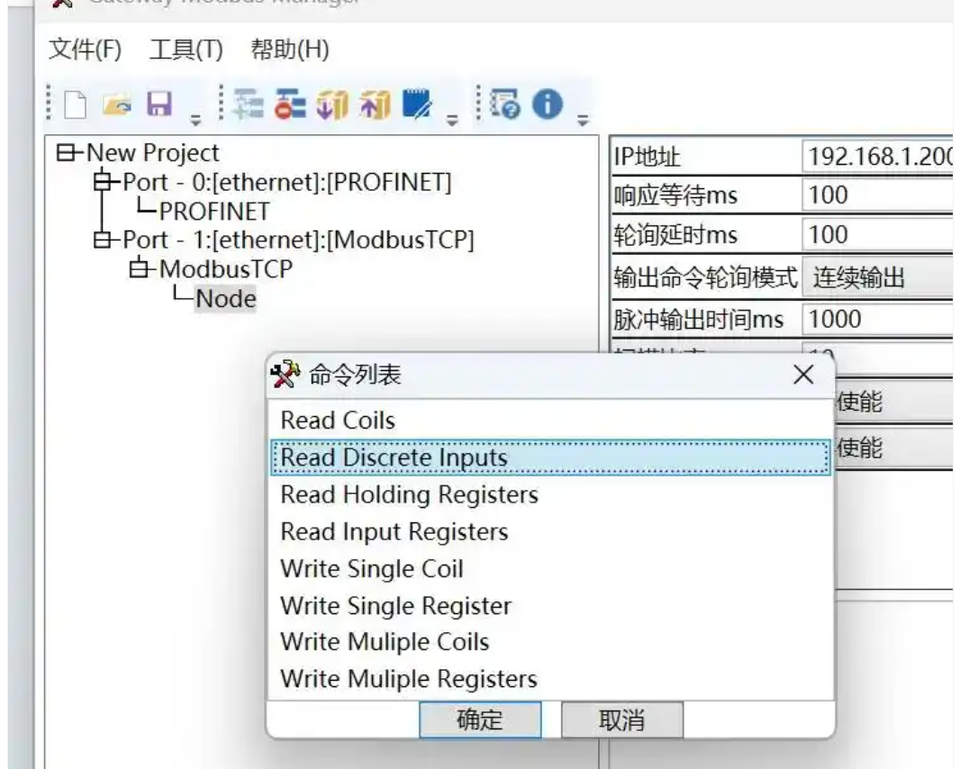
Modbus侧设置:
添加节点:目标IP 192-168-1-200。

7e9dc027ef043f9abe04321a52eff6d5.png
轮询时间:设了50ms。焊接工艺要求高,设太慢怕跟不上,设太快怕网络堵,50ms是个稳妥值。
映射数据(核心逻辑):
读DI:添加功能码02,起始地址0,长度24。软件自动把这些位映射到Profinet转ModbusTCP网关的Input区。
ae728bf8d0ec0304fd3378d53247cda6.png
1eafa8f1dec4f3b9066e4be5d92fdb5f.png
写DO:添加功能码15(写多个线圈),起始地址32,长度28。这对应Profinet转ModbusTCP网关的Output区,PLC只要往这里写数据,网关就会自动发给机器人。
下载:网线插上网关,点击下载。指示灯变化:PN灯从红闪变成绿色常亮,ETH灯开始快速闪烁。这说明网关已经同时在两个网络上“醒”过来了。
四、博图组态关键一步:设备名一字不差,通信才能“握手成功”
打开TIA Portal V17,操作行云流水:
导入GSD:把Profinet转ModbusTCP网关官网下载的XML文件拖进去。
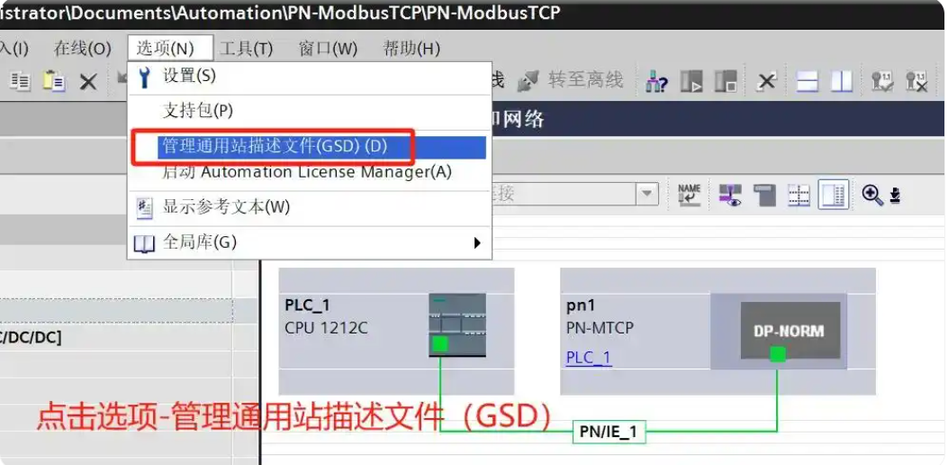
56135e51a931ca7796b027dafc402619.png
添加设备:在网络视图找到刚才导入的网关型号,拖到Profinet线上。
分配IP:192-168-20-5。
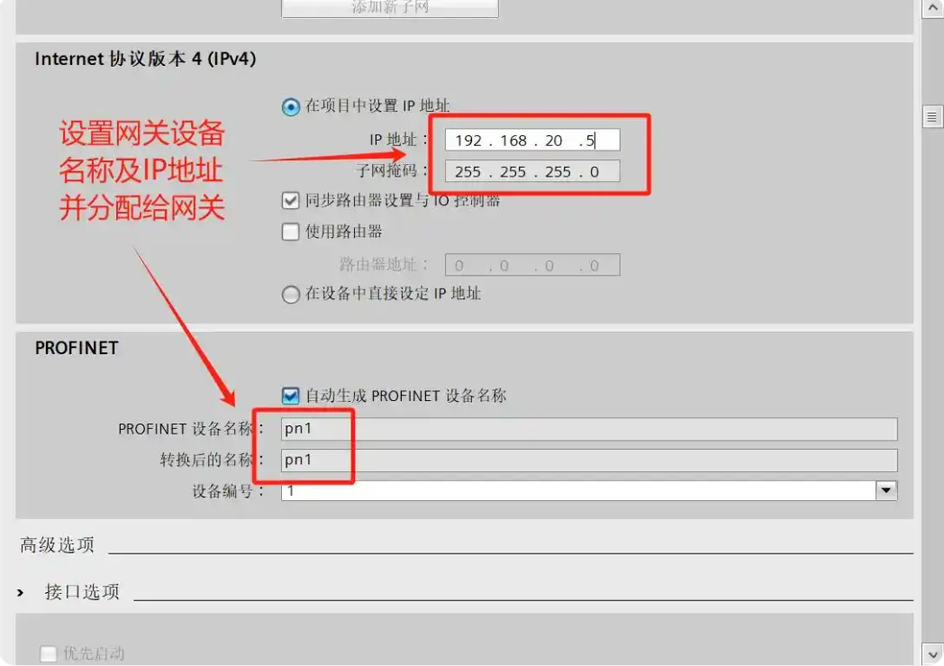
532868ab53c9d2f8d64e5e8aa3927d32.png
修改名称(非常重要的一步):双击设备,把默认名称改成pn1。一定要和网关软件里填的一字不差! 我见过太多同事因为大小写或者多了一个空格,查了一下午故障。
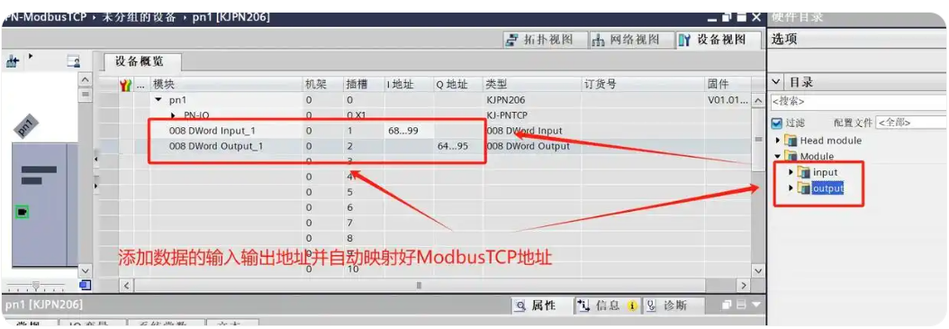
配置I/O:根据刚才映射的数据量,在设备视图里添加8个字节的Input模块和8个字节的Output模块。系统自动分配了IW0和QW0。
下载监控:编译下载,在线监控变量表。
20dcfd42948acbe528421b29fb296eb6.png
见证奇迹的时刻:
我在变量表里强制Q0.0为1。
转头看向机器人示教器,对应的DO指示灯瞬间亮起。
让现场操作工在机器人安全门上按一下,PLC里的I0.0立马跳变。
全程没写一行MB_CLIENT代码,没调一个定时器,耗时不到40分钟。
五、现场踩坑记:基址偏移与大小写,差点耽误试焊
当然,现场有时并不能一帆风顺。下午加第二台机器人时,也出现了一个小状况。
故障现象:网关ETH灯正常闪烁,但PLC读到的数据全是0,写出去也没反应。 排查过程:
先看Profinet:PN灯绿,PLC在线正常,排除网络物理层问题。
再看Modbus:用Modbus Poll直连第二台机器人(IP .201),居然读不到数据!
真相大白:原来第二台机器人的Modbus Server功能默认是关闭的,而且它的地址表偏移量和第一台不一样(它是1基址,第一台是0基址)。
解决:进示教器开启服务,修正网关里的起始地址(+1),重启网关节点。搞定。
另一个经典坑:同事小魏配的网关,PLC一直报“IO设备故障”。我过去一看,他在博图里把设备名写成了pn-1(全小写),而网关里是PN-1。Profinet是区分大小写的! 改过来秒通。
六、为什么我力推专用网关?效率、稳定、可扩展的三重胜利

a717532d4d182171112323c9cee9402e.jpg
这次项目让我再次确认,在异构网络集成中,专用网关往往是性价比最高的选择。
效率至上:原本需要2天的编程调试工作,压缩到了半天。对于工期紧的项目,这就是救命稻草。
稳定性强:Profinet转ModbusTCP网关独立处理Modbus轮询时序,不受PLC扫描周期影响。即使PLC程序卡了一下,网关那边的通讯也不会断,数据缓存机制能保证不丢包。
维护友好:以后产线再加机器人,只需要在Profinet转ModbusTCP网关软件里加个Node,在PLC里拉长一点I/O地址,主程序逻辑完全不用动。这对后期运维太友好了。
最后给同行们的三条建议:
先测后配:永远先用Modbus Poll验证从站设备,不要盲目相信手册。
名称一定对:Profinet组态时,设备名称抄写三遍,核对三遍。
地址对齐:搞清楚0基址还是1基址,这是Modbus通讯最容易错位的地方。
看着焊接火花在机器人手臂下精准绽放,我收拾好工具包,深藏功与名。这就是我们自动化工程师的日常:用最小的成本,解决最棘手的问题,让机器听话地动起来。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
评论
登录后参与评论
推荐阅读
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号