[新启航]大型拖拉机发动机缸体深孔燃油喷射孔孔深光学 3D 轮廓测量 - 激光频率梳 3D 轮廓技术
原创
[新启航]大型拖拉机发动机缸体深孔燃油喷射孔孔深光学 3D 轮廓测量 - 激光频率梳 3D 轮廓技术
原创
新启航光学频率梳
发布于 2025-11-05 14:43:31
发布于 2025-11-05 14:43:31
一、引言
大型拖拉机发动机缸体深孔燃油喷射孔(直径 3-8mm,长径比 15-30,孔轴与燃烧室中心同轴度≤1μm,材质多为灰铸铁 HT250,孔壁粗糙度 Ra≤0.8μm)是燃油雾化与燃烧效率的核心保障,孔深偏差>4μm 或内壁积碳>2μm 会导致喷油雾化不良,引发燃油消耗率上升 8%、排放超标。传统检测依赖超声测厚与喷油试验,前者受缸体壁厚不均干扰,孔深误差>6μm,后者仅能验证喷油效果,无法定位孔内微观缺陷,检测覆盖率<60%。激光频率梳 3D 轮廓技术凭借长径比适配与积碳识别优势,突破喷射孔检测的精度与缺陷定位瓶颈,为拖拉机发动机可靠性管控提供可靠方案。
二、检测原理与缸体适配系统设计
(一)核心检测原理
依托激光频率梳 “等间隔频率梳齿” 的光频基准特性,将喷射孔深、同轴度与内壁轮廓测量转化为长路径光程差的精准解析。锁模飞秒脉冲经分束器形成探测光与参考光,探测光通过刚性耐磨探头沿孔轴线聚焦于孔底,反射光随孔深、积碳厚度变化产生光程差,与参考光在平衡探测器形成干涉信号。依据v_N = Nf_{\text{rep}} + f_{\text{ceo}}频率公式提取相位信息,结合三维坐标解算重构 3D 轮廓,孔深测量精度达 0.06μm 量级。
(二)缸体专用系统构建
系统采用中心波长 1064nm 飞秒激光频率梳(重复频率 220MHz),搭配直径 2.2mm 的碳化钨涂层探头(耐磨损寿命>1500h),适配铸铁缸体检测。通过六轴联动平台驱动实现 0.04mm 步距的轴向扫描(线速度 0.8mm/s),结合 12 通道高速数据采集卡(采样率 5GS/s),单缸体全孔系检测耗时≤70s。针对灰铸铁多孔表面特性,增设 10nm 带宽滤光片与抗污染膜,信噪比提升 45%。
三、喷射孔检测的关键技术突破
(一)长径比与同轴度适配
开发孔轴中心线拟合算法,通过多截面(间隔 30mm)采样数据重建孔轴线,实时调整探头径向偏移(≤0.05μm),确保与燃烧室中心对位精度。结合长焦深消像差镜组,将光斑直径压缩至 13μm,在长径比 30 的 Φ5mm 喷射孔检测中,孔壁全段数据完整度达 99.3%,检测覆盖率提升至 100%。
(二)积碳与环境误差补偿
研发温频联动校准模块,实时修正f_{\text{rep}}与f_{\text{ceo}}漂移(补偿响应时间<0.5ms),抵消平台运动误差、±3℃温度波动及积碳反射干扰。通过灰度阈值分割算法区分积碳与正常内壁,缺陷识别准确率达 98.7%。实验显示,补偿后孔深测量重复性误差从 0.5μm 降至 0.11μm,内壁轮廓分辨率达 0.2μm。
四、精度验证与工程应用
(一)精度校准结果
以标准长径比孔量规(孔深偏差 ±0.1μm,同轴度≤0.2μm)校准,系统孔深测量误差≤±0.22μm,可清晰识别积碳层(厚度 1.8μm)与钻削台阶(高度 1.5μm)。与高精度三坐标测量机对比,检测一致性达 99.4%,效率较超声检测提升 12 倍。
(二)实际应用案例
在 180 马力拖拉机发动机缸体(Φ6mm 喷射孔,长 150mm,长径比 25)检测中,成功检出 0.3μm 的孔深锥度偏差与 1.9μm 的内壁积碳,检测结果通过喷油雾化试验验证,燃油消耗率下降 6%,排放达标。在批量检测中,该技术实现 100% 孔系筛查,误判率控制在 0.15% 以下,较传统方法降低 90%。
激光频率梳3D光学轮廓测量系统简介:
20世纪80年代,飞秒锁模激光器取得重要进展。2000年左右,美国J.Hall教授团队凭借自参考f-2f技术,成功实现载波包络相位稳定的钛宝石锁模激光器,标志着飞秒光学频率梳正式诞生。2005年,Theodor.W.Hänsch(德国马克斯普朗克量子光学研究所)与John.L.Hall(美国国家标准和技术研究所)因在该领域的卓越贡献,共同荣获诺贝尔物理学奖。
系统基于激光频率梳原理,采用500kHz高频激光脉冲飞行测距技术,打破传统光学遮挡限制,专为深孔、凹槽等复杂大型结构件测量而生。在1m超长工作距离下,仍能保持微米级精度,革新自动化检测技术。
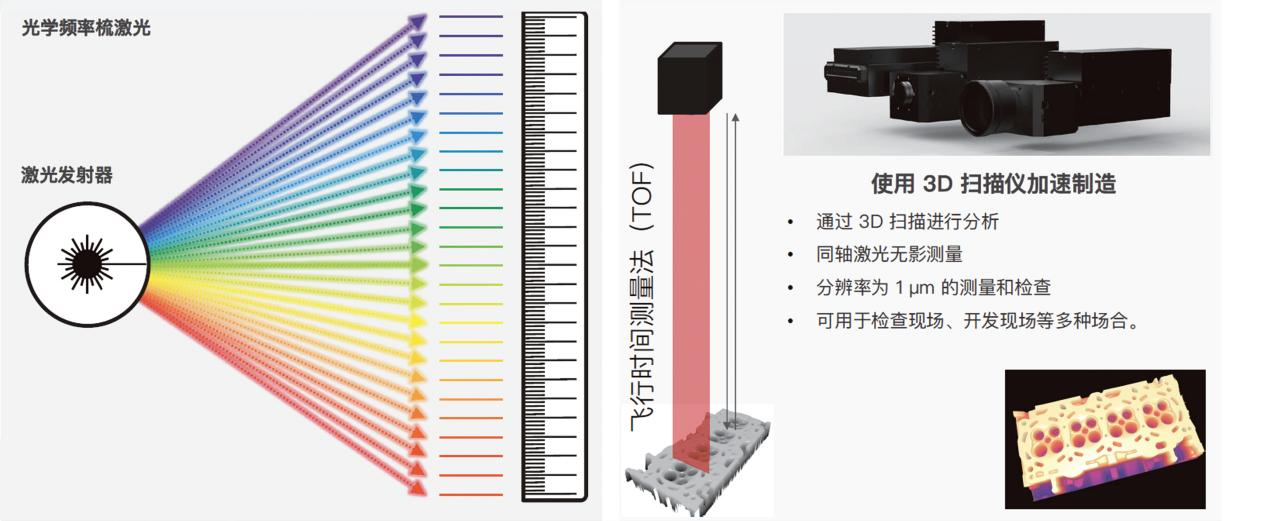
核心技术优势
①同轴落射测距:独特扫描方式攻克光学“遮挡”难题,适用于纵横沟壑的阀体油路板等复杂结构;

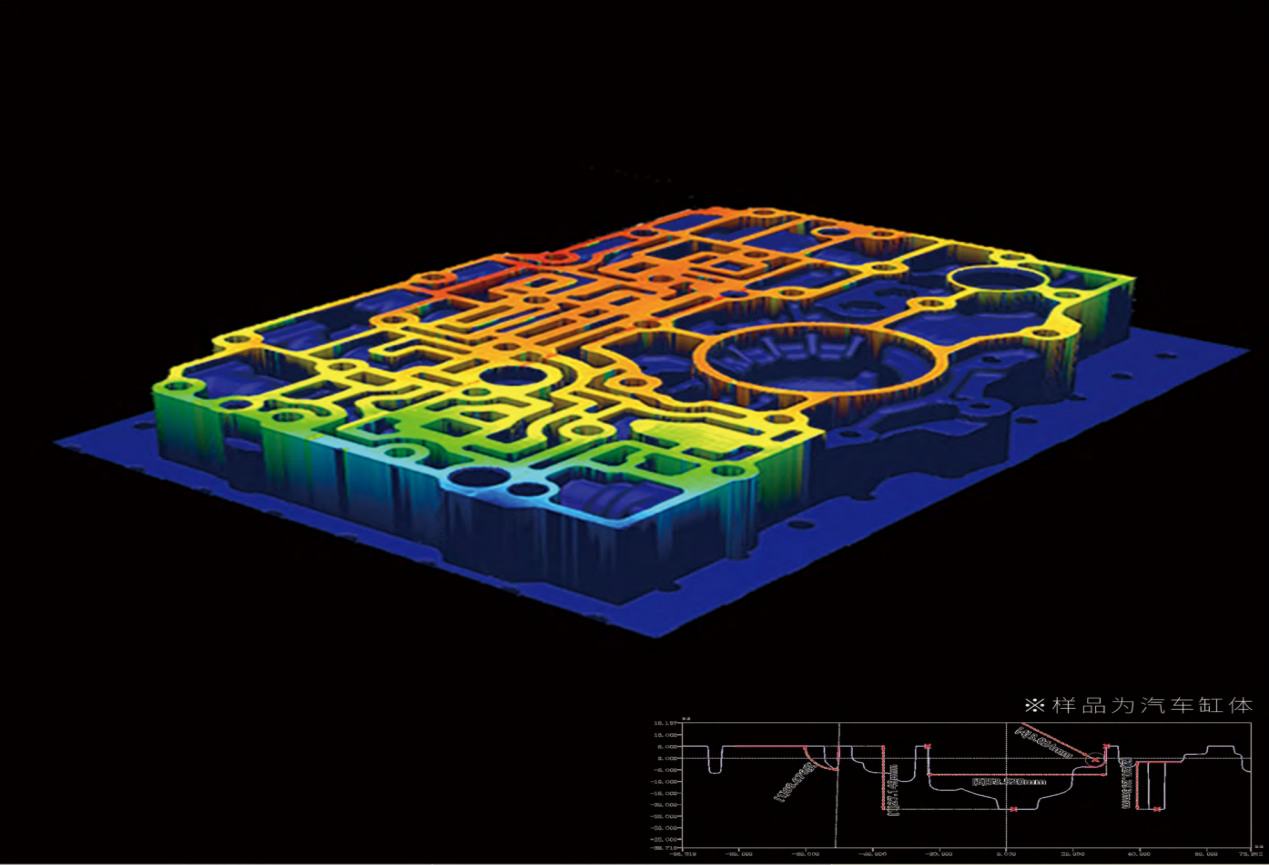
(以上为新启航实测样品数据结果)
②高精度大纵深:以±2μm精度实现最大130mm高度/深度扫描成像;

(以上为新启航实测样品数据结果)
③多镜头大视野:支持组合配置,轻松覆盖数十米范围的检测需求。

(以上为新启航实测样品数据结果)
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
评论
登录后参与评论
推荐阅读
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号