[新启航]白光干涉仪在金属刻蚀后的 3D 轮廓测量
原创
[新启航]白光干涉仪在金属刻蚀后的 3D 轮廓测量
原创
SYNCON新启航
发布于 2025-10-17 11:42:11
发布于 2025-10-17 11:42:11
摘要:本文探讨白光干涉仪在金属刻蚀后的 3D 轮廓测量中的应用,分析其工作原理及适配金属材料特性的技术优势,通过实际案例验证其测量精度,为金属刻蚀工艺的质量控制与器件性能优化提供技术支持。
关键词:白光干涉仪;金属刻蚀;3D 轮廓测量;精密制造
一、引言
金属刻蚀是微电子、光电子器件制造中的关键工艺,用于制备导电线路、电极等金属微结构,其刻蚀后的 3D 轮廓(如线宽、深度、侧壁平整度)直接影响器件的电学性能与可靠性。金属材料具有高反光性、易氧化等特性,传统测量方法易受反光干扰或造成表面损伤。白光干涉仪凭借非接触、抗反光干扰及高分辨率特性,成为金属刻蚀后 3D 轮廓测量的理想工具。
二、白光干涉仪工作原理
白光干涉仪基于低相干干涉技术实现三维形貌重构。其工作过程为:宽带白光经分光后形成参考光与测量光,测量光投射至金属刻蚀表面,刻蚀线条、凹槽及基底的反射光与参考光在探测器处产生干涉条纹。通过纵向扫描系统调节光程差,仅当光程差接近零时形成清晰干涉信号,结合相位解算与反光抑制算法,可精确计算金属表面各点高度值,重建出纳米级纵向分辨率(≤0.5nm)的 3D 轮廓,有效消除金属高反光导致的信号饱和问题。
三、技术优势
3.1 金属表面适配性
针对金属的高反光特性,白光干涉仪通过优化光源偏振方向(采用 s 偏振光)与探测器曝光时间,降低镜面反射干扰,同时利用多光谱融合技术区分刻蚀区域与未刻蚀区域的反射信号差异,即使在铜、铝等强反光金属表面,仍能清晰识别微米级刻蚀线条的边缘轮廓。
3.2 微结构精度检测能力
采用高数值孔径物镜(50×,NA=0.85)与亚像素边缘检测算法,横向分辨率可达 0.1μm,纵向测量精度 ±2nm,可精准量化金属刻蚀后的线宽偏差(≤50nm)、深度均匀性(偏差<3nm)及侧壁粗糙度(Ra<1nm),满足高精度金属互联结构的公差要求。
3.3 非接触无损测量
采用光学遥感式测量方式,避免与金属刻蚀表面接触,可防止划伤脆弱的金属微结构或破坏表面氧化层,尤其适用于金、银等软质金属的测量,确保测量数据反映真实的刻蚀质量。
四、应用实例
某电子器件厂对铜基互联结构的刻蚀工艺进行检测,刻蚀目标为线宽 5μm、深度 200nm 的导电线路。采用白光干涉仪配置 50× 物镜(视场 0.5mm×0.5mm)与反光抑制模式,测量结果显示:实际线宽为 5.02±0.03μm,深度 198±2nm,局部区域因刻蚀液浓度不均出现侧壁凹陷(深度≤3nm)。基于测量数据调整刻蚀时间与温度参数后,线宽一致性提升至 99.8%,侧壁平整度改善 60%,器件导电性能稳定性提高 25%。
五、结语
白光干涉仪在金属刻蚀后的 3D 轮廓测量中展现出显著优势,其对金属高反光特性的适配性、微结构高精度检测能力及非接触保护特性,为金属刻蚀工艺的参数优化与质量管控提供了可靠技术支撑,助力提升金属基器件的性能与制造良率。
大视野 3D 白光干涉仪:纳米级测量全域解决方案
突破传统局限,定义测量新范式!大视野 3D 白光干涉仪凭借创新技术,一机解锁纳米级全场景测量,重新诠释精密测量的高效精密。

三大核心技术革新
1)智能操作革命:告别传统白光干涉仪复杂操作流程,一键智能聚焦扫描功能,轻松实现亚纳米精度测量,且重复性表现卓越,让精密测量触手可及。
2)超大视野 + 超高精度:搭载 0.6 倍镜头,拥有 15mm 单幅超大视野,结合 0.1nm 级测量精度,既能满足纳米级微观结构的精细检测,又能无缝完成 8 寸晶圆 FULL MAPPING 扫描,实现大视野与高精度的完美融合。
3)动态测量新维度:可集成多普勒激光测振系统,打破静态测量边界,实现 “动态” 3D 轮廓测量,为复杂工况下的测量需求提供全新解决方案。
实测验证硬核实力
1)硅片表面粗糙度检测:凭借优于 1nm 的超高分辨率,精准捕捉硅片表面微观起伏,实测粗糙度 Ra 值低至 0.7nm,为半导体制造品质把控提供可靠数据支撑。
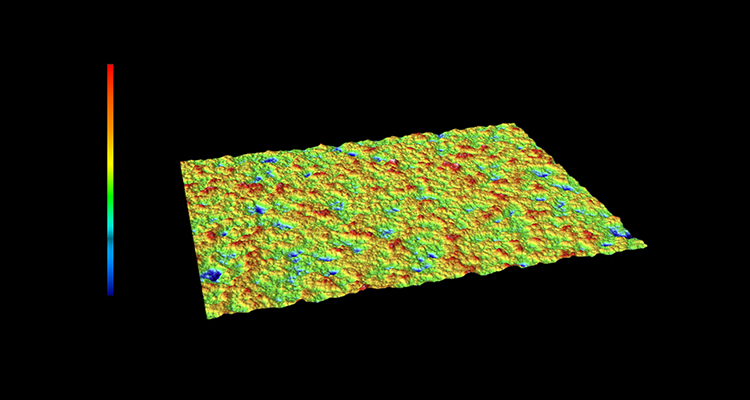
(以上数据为新启航实测结果)
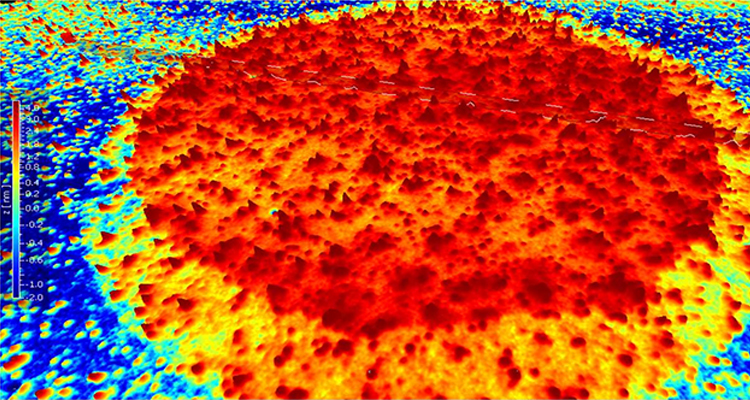
有机油膜厚度扫描:毫米级超大视野,轻松覆盖 5nm 级有机油膜,实现全区域高精度厚度检测,助力润滑材料研发与质量检测。
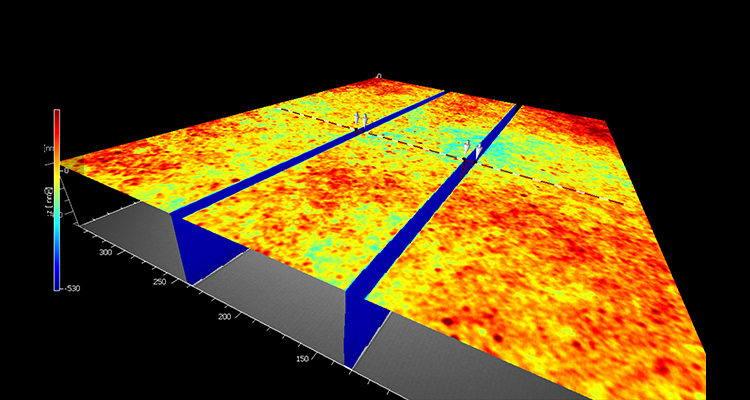
高深宽比结构测量:面对深蚀刻工艺形成的深槽结构,展现强大测量能力,精准获取槽深、槽宽数据,解决行业测量难题。
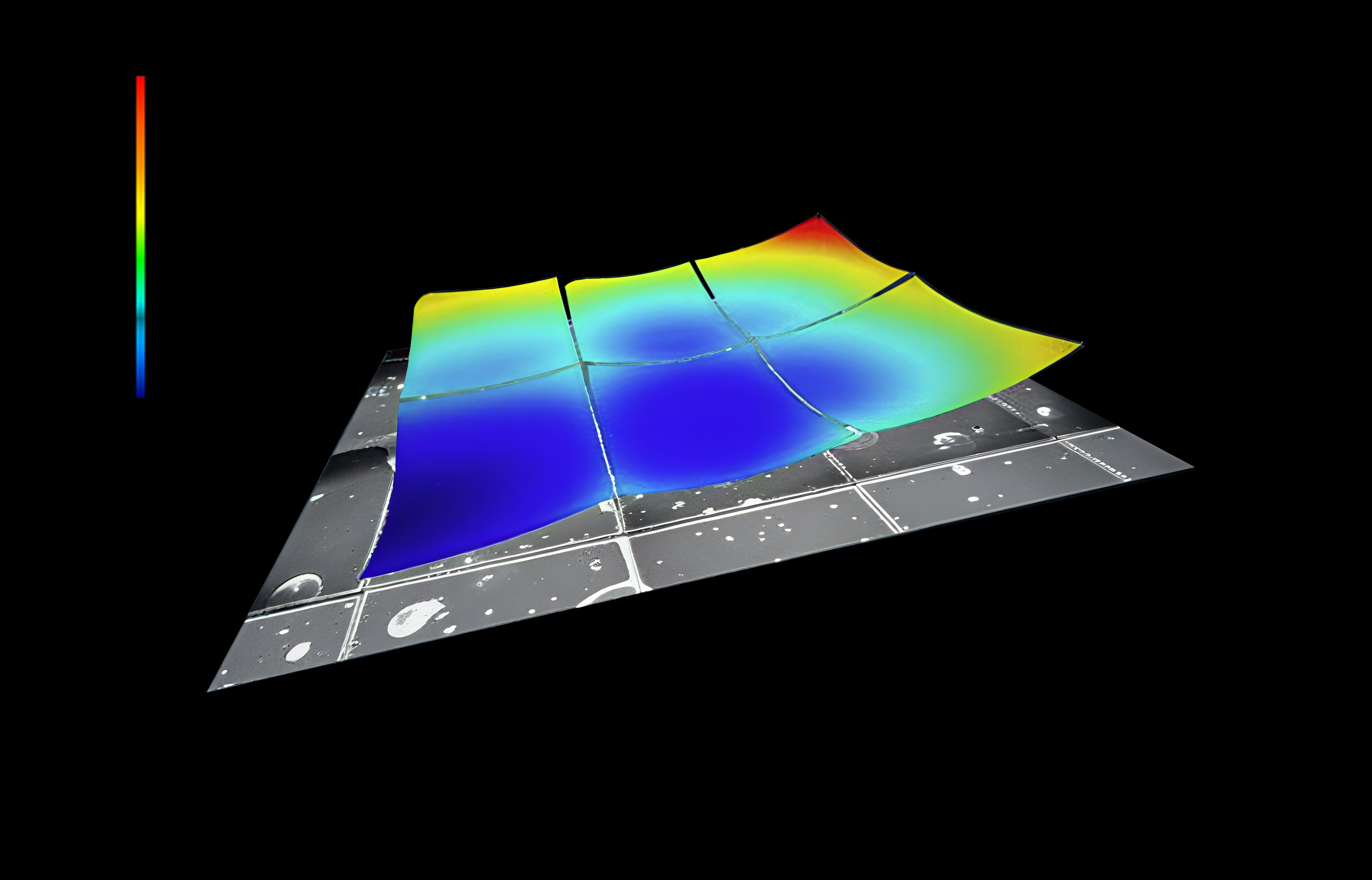
分层膜厚无损检测:采用非接触、非破坏测量方式,对多层薄膜进行 3D 形貌重构,精准分析各层膜厚分布,为薄膜材料研究提供无损检测新方案。
新启航半导体,专业提供综合光学3D测量解决方案!
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
原创声明:本文系作者授权腾讯云开发者社区发表,未经许可,不得转载。
如有侵权,请联系 cloudcommunity@tencent.com 删除。
评论
登录后参与评论
推荐阅读
腾讯云开发者

Copyright © 2013 - 2026 Tencent Cloud. All Rights Reserved. 腾讯云 版权所有
深圳市腾讯计算机系统有限公司 ICP备案/许可证号:粤B2-20090059 ![]() 粤公网安备44030502008569号
粤公网安备44030502008569号
腾讯云计算(北京)有限责任公司 京ICP证150476号 | 京ICP备11018762号